

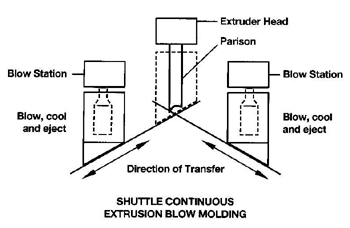
In extrusion blow molding, a hollow tube or parison is formed by forcing material between a die and a mandrel.
A mold cavity, composed of two halves, closes around the parison, sealing the bottom. Blow pins are inserted into the top of the tube, forming the neck. Compressed air expands the parison to conform against the cold mold cavity walls. When sufficiently cool, the mold opens and the container is removed and trimmed of excess plastic or flash. Flash, a basic characteristic of extrusion blow molding, is formed when the parison is pinched off by the mold. Since plastic resins can be reprocessed, the flash is not wasted but is used as regrind mixed back with virgin material. Wall distribution, thickness and weight can be controlled by parison programming. While the parison is extruded, programming changes in the relation of mandrel and die can be used to shift material from heavier, stronger areas to lighter, weaker areas. This method aids significantly in maximizing container performance and minimizing container weight and cost.
Advantages ofExtrusion Blow Molding
- Low initial mold tooling costs.
- Flexibility of tooling. Molds can accommodate interchangeable neck finishes and body sections.
- Flexibility in production: Neck inner diameters (I.D.) can be easily controlled to varying requirements. Bottle weights are adjustable.
- Container sizes can range from less than 1 oz. to 55 gallons and up.
- Container shape is not restricted by blow-up ratios. Bottles can be long and flat or have handles.
- Wide selection of machine sizes: Molds can be geared to volume requirements.

